
宏科华管道装备制造有限公司
高级VIP
搜索标王
联系人:贾经理
手机:18932798899
三层聚乙烯外防腐钢管生产厂家大口径3pe防腐螺旋钢管
来源:宏科华管道装备制造有限公司
发布时间:2024-05-20 09:43:34


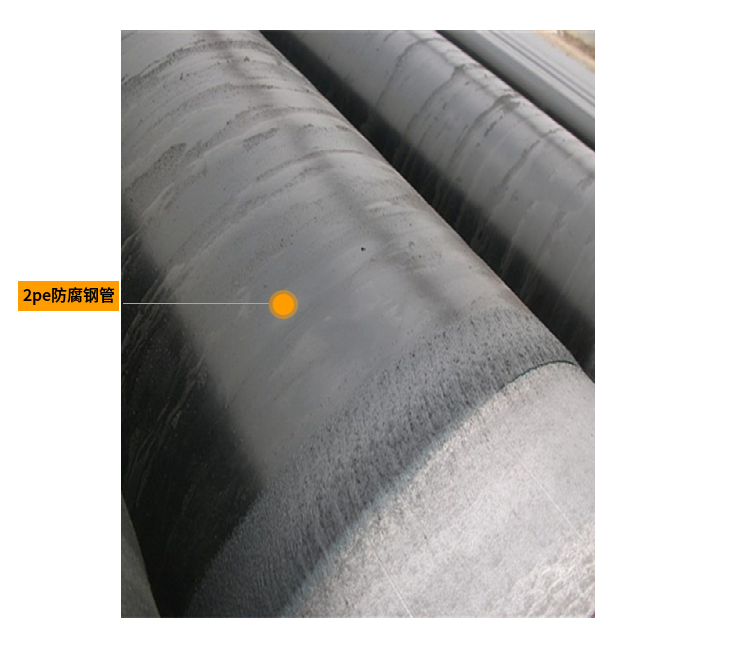

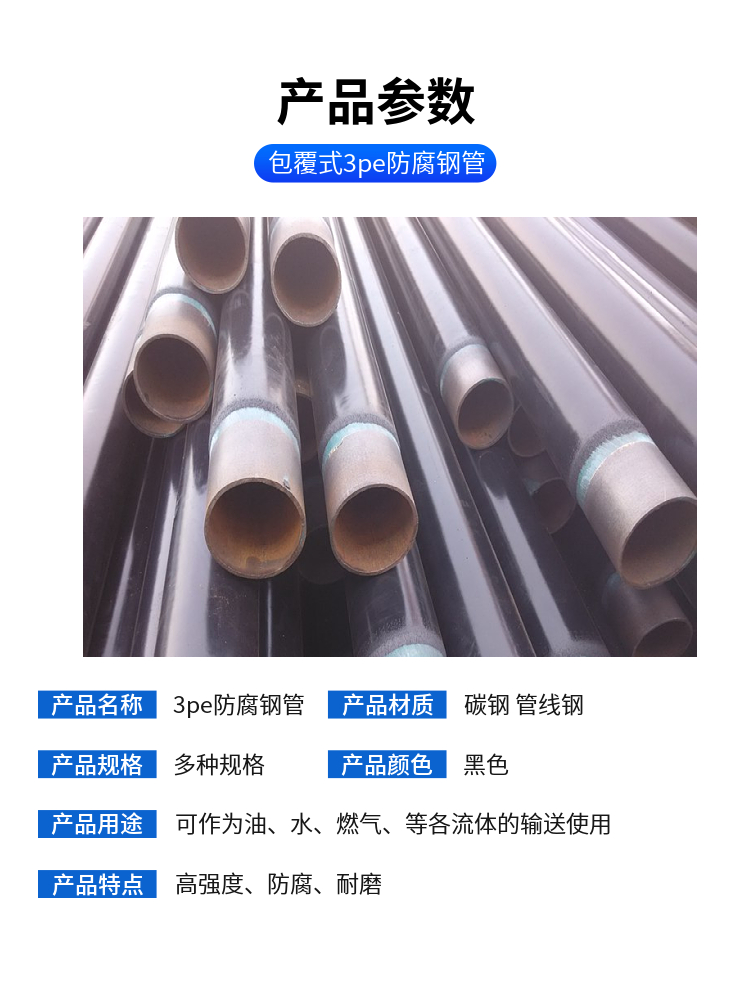
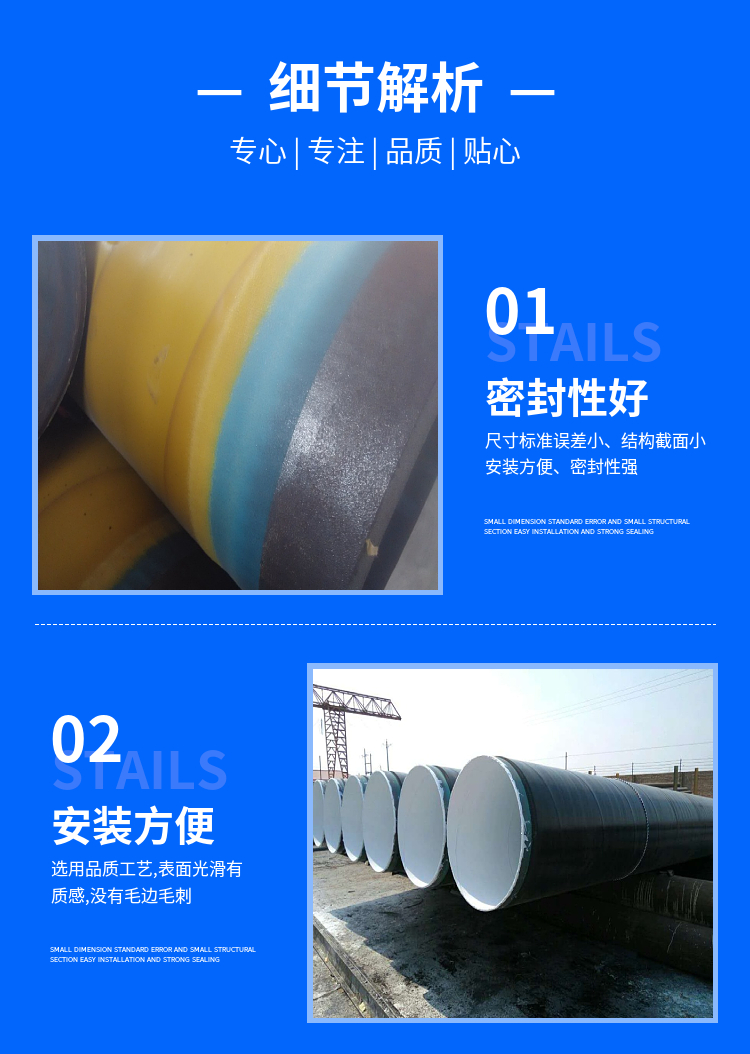
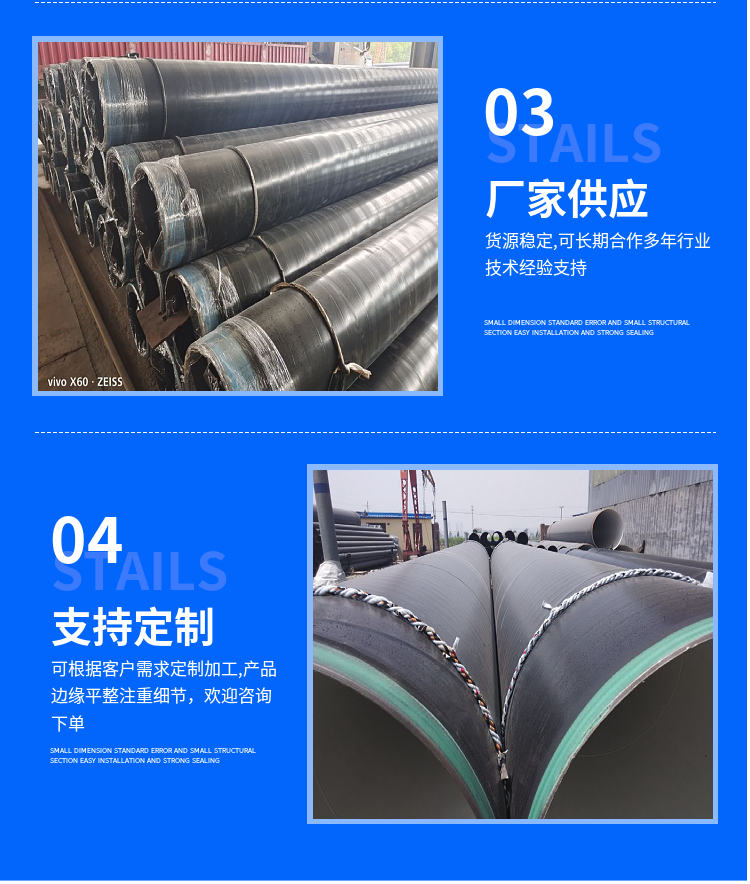




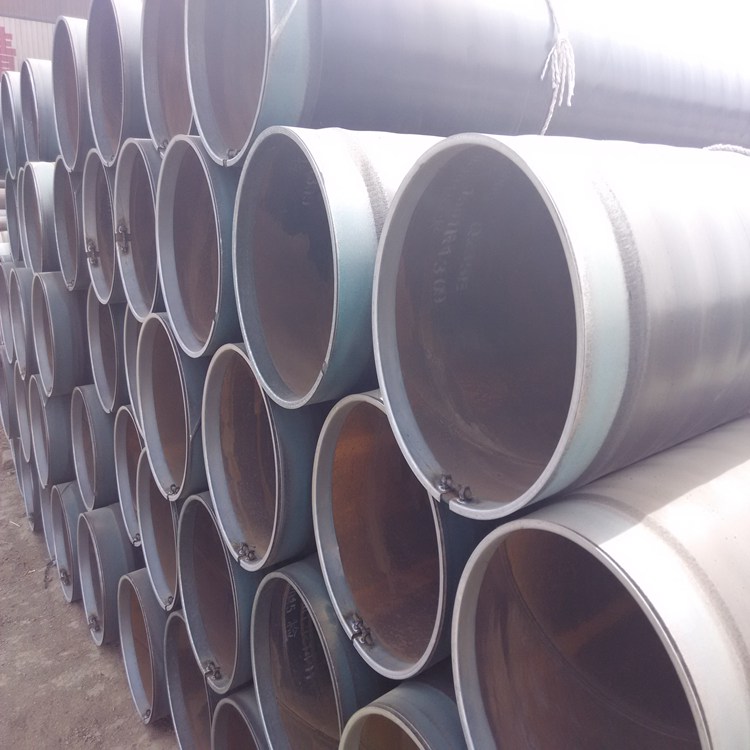

在3pe防腐钢管生产中涂覆胶粘剂与环氧粉末胶化中同时进行,采用侧向缠绕工艺时确保搭接部分的聚及焊缝两侧的聚辊压密实,常温剥离跟高温剥离,常温剥离一般在室温下进行,要求100N/cm,成型管后冷却到室温,刚的管子拿来测对胶层的要求很高,厂家都可以.精密钢管拉伸试验主要用于测应力和变形,判定精密钢管的强度(YS、TS)和塑性指标(A、Z) 纵向,横向试样管段、弧型、圆形试样(¢10、¢12.5) 径、薄壁大口径、厚壁定标距采用空气等离子切割机将钢管切成单根,切成单根钢管后,每批钢管都要进行严格的首检制度,检查焊缝的力学性能,化学成份,溶合状况,钢管表面以及经过无损探伤检验,确保制管工艺合格后,才能正式投入生产,按照螺旋焊管生产的规定,螺旋焊缝钢管的主要检验/控制项目包括:外形尺寸:钢管外径、壁厚、椭圆度、弯曲度、管端垂直度、长度外观:焊缝余高、错边、钢管表面、分层、夹杂、焊缝缺陷判定化学成分,焊接接头拉伸试验静水压试验、酸蚀检验、无损检验如间隙过大,则造成邻近效应,涡流热量不足,焊缝晶间接合不良而产生未熔合或开裂,如间隙过小则造成邻近效应增大,焊接热量过大,造成焊缝烧损;或者焊缝经、滚压后形成深坑,影响焊缝表面, 需要把钢管加热到200℃以上,但如果温度过高,会出现环氧粉末固化反应太快,粉末熔化不均匀,涂层与钢管表面的附着力下降;在胶粘剂前,环氧树脂消耗,部分失去和胶粘剂的结合能力;熔结环氧粉末层可能发生轻度焦化涂层剥离检验不合格因此控制温度很重要。
标签:3pe钢管,3pe防腐钢管,8710防腐钢管,燃气3pe防腐钢管
最新产品
更多









热门信息
-
外壁3pe加强级防腐直缝钢管内壁ipn8710防腐直缝钢管
-
外壁包覆式3pe防腐钢管内壁8710防腐螺旋钢管
-
外壁3pe防腐保温管道内壁ipn8710防腐螺旋焊管
-
外壁3pe螺旋防腐钢管内壁ipn8710防腐管道
-
外壁钢管3pe防腐层内壁ipn8710饮水用防腐钢管
-
外壁3pe防腐管钢管内壁ipn8710防腐螺旋焊管
-
外壁3pe防腐保温钢管内壁ipn8710防腐饮水钢管
-
外壁3pe防腐螺旋钢管内壁大口径输水防腐钢管
-
外壁3pe防腐内壁ipn8710螺旋钢管
-
外壁3pe防腐保温钢管内壁ipn8710钢管防腐
-
外壁3pe小口径防腐钢管内壁内ipn8710防腐钢管
-
外壁3pe防腐保温管道内壁ipn8710管道防腐
-
外壁3pe钢管防腐内壁ipn8710防腐直缝钢管
热门产品
宏科华管道装备制造有限公司 > 供应信息 > 三层聚乙烯外防腐钢管生产厂家大口径3pe防腐螺旋钢管