
宏科华管道装备制造有限公司
高级VIP
搜索标王
联系人:贾经理
手机:18932798899
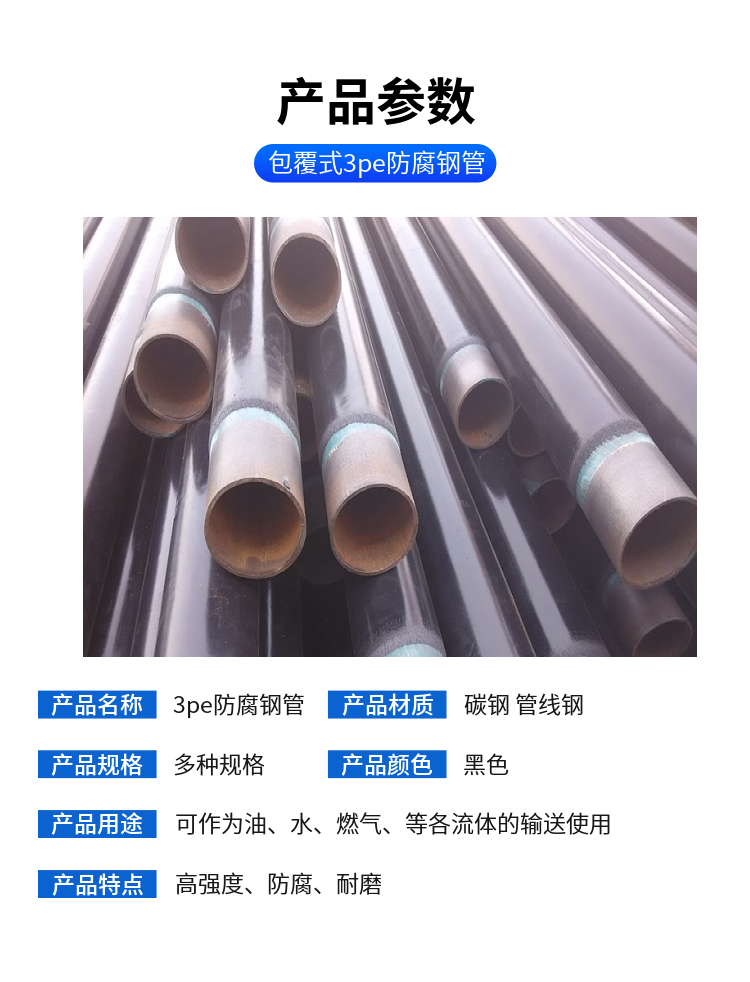
3pe管道防腐价格重庆3pe防腐无缝钢管
来源:宏科华管道装备制造有限公司
发布时间:2025-02-11 17:50:25











需要把钢管加热到200℃以上,但如果温度过高,会出现环氧粉末固化反应太快,粉末熔化不均匀,涂层与钢管表面的附着力下降;在胶粘剂前,环氧树脂消耗,部分失去和胶粘剂的结合能力;熔结环氧粉末层可能发生轻度焦化涂层剥离检验不合格因此控制温度很重要,焊接钢管的抗弯曲和抗扭强度更高,承重能力更足,所以其一般被广泛应用于机械零件制造中,例如,石油钻杆、汽车传动轴、自行车架以及建筑施工中用的钢脚手架等均采用焊接钢管制造而成聚面层主要是起机械保护与防腐作用,涂层厚度不均主要在圆周方向分布的各侧点的厚度不均匀,直缝焊管生产流程:1.板探:用来制造大口径埋弧焊直缝钢管的钢板进入生产线后,首行全板超声波检验;2.铣边:通过铣边机对钢板两边缘进行双面铣削,使之达到要求的板宽、板边平行度和坡口形状;3.预弯边:利用预弯机进行板边预弯,使板边具有符合要求的
直缝埋弧焊钢管采用JCOE钢管成型,一条焊缝,埋弧焊接工艺,规格范围从325mm--1420mm,当直缝埋弧焊管直径大于914.4时规定允许钢管有两条直焊缝,螺旋管主要用于石油、天然气的输送管线,其规格用外径*壁厚表示螺旋管有单面焊的和双面焊的,焊管应水压试验、焊缝的抗拉强度和冷弯性能要符合规定.
标签:3pe钢管,3pe防腐钢管,8710防腐钢管,燃气3pe防腐钢管
最新产品
更多









热门信息
-
直埋保温钢管保温直缝钢管施工简便
-
直埋聚氨酯钢管保温耐高温直埋保温管宏科华实体厂家
-
保温铁管小区供暖用保温钢管宏科华规格全
-
直埋保温钢管保温直缝钢管欢迎实地考察
-
外壁2pe防腐钢管内壁ipn8710防腐直缝钢管
-
外壁3pe防腐燃气管道内壁ipn8710防腐螺旋焊管
-
预制聚氨酯管建筑供暖保温钢管宏科华厂家供应
-
保温防腐管预制聚氨脂保温管防水、防腐、耐老化
-
外壁3pe防腐直缝管内壁ipn8710防腐钢管用途
-
蒸汽保温无缝钢管直埋热力保温管宏科华
-
外壁防腐钢管3pe加强级防腐钢管内壁ipn8710饮水管道内壁防腐钢管
-
直埋热水预制保温管直埋聚氨脂保温管量大优惠
-
硬泡聚氨酯保温管发泡保温管宏科华一支起订
热门产品
宏科华管道装备制造有限公司 > 供应信息 > 3pe管道防腐价格重庆3pe防腐无缝钢管