
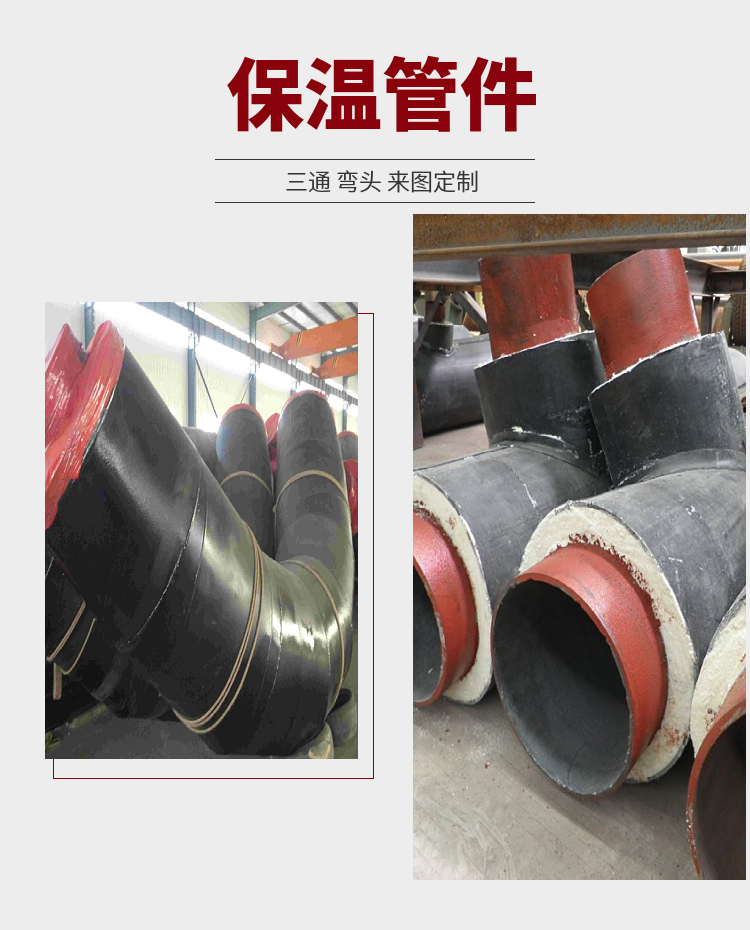
3pe防腐螺旋钢管厂家3pe防腐管材










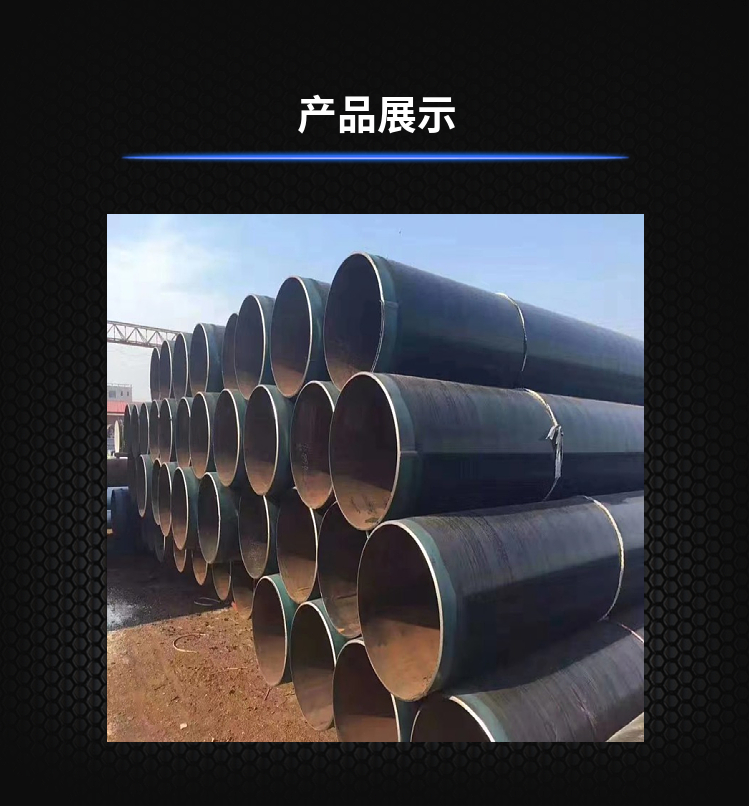
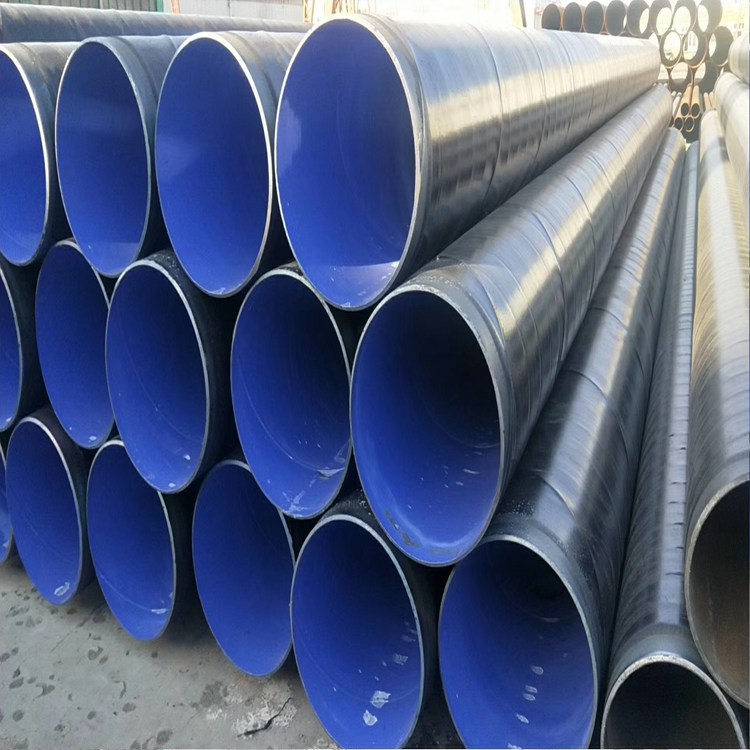
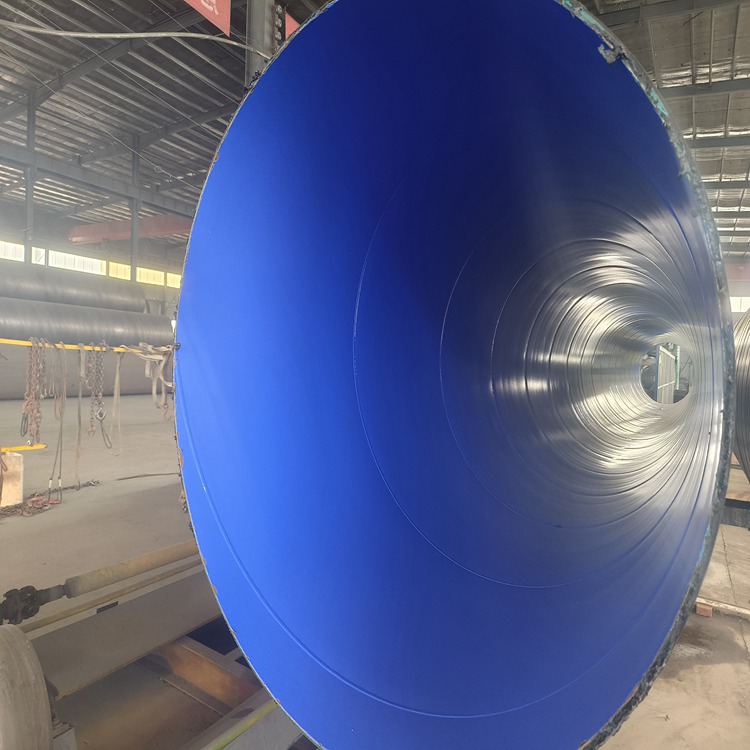


当钢管缠绕完聚后进入浇涂室先用一道冷却水进行冷却,这样钢管表层刚防腐上的涂层在到胶轮上,防腐层不会,保持完好无缝钢管与焊管成型工艺不同,焊管是通过将平板材经折弯后焊接起来的,你可以在上面发现一条焊缝;直径较粗的一般是螺旋焊缝,而无缝钢管一般是将熔融状态的钢水通过环形狭缝积压出来后再经拉伸等处理工艺成型,这样就没有焊缝桩用螺旋焊缝钢管(SY5040-83)是以热轧钢带卷作管坯,经常温螺旋成型,采用双面埋弧焊接或高频焊接制成的,用于土木建筑结构、码头、桥梁等基础桩螺旋管材质:Q235A,Q235B.Q23b,0Cr13、1Cr17、00Cr19Ni11、1Cr18Ni9、0Cr18Ni11Nb,Q345 L245 L290 X42 X46 X70 X80x95
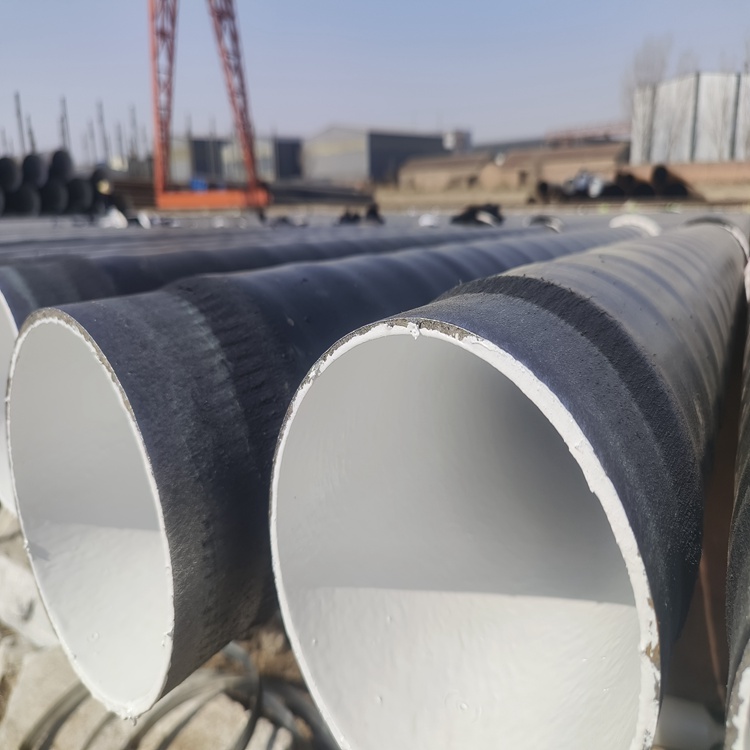
带钢对焊焊缝及与螺旋焊缝相交的丁型接头的所在管,全部经过X射线电视或拍片检查,每根钢管经过静水压试验,压力采用径向密封,试验压力和时间都由钢管水压微机检验装置严格控制,试验参数自动打印记录当钢管缠绕完聚后进入浇涂室先用一道冷却水进行冷却,这样钢管表层刚防腐上的涂层在到胶轮上,防腐层不会,保持完好检验工艺原材料检验—校平检验—对接焊检验—成型检验—内焊检验—外焊检验—切管检验—超声波检验—坡口检验—外形尺寸检验—X射线检验—水压试验—为产品,制定了完善的计划,现场工作程序及检验、试验计划
钢管知识:Q235B直缝钢管:(GB/T3091-2008)本包括直缝高频电阻焊(ERW)钢管,直缝埋弧焊(SAWL)钢管和螺旋缝埋弧焊(SAWH)、钢管长度通常300mm-1200mm,双面埋弧焊直缝钢管可以定尺,也可倍尺在折弯、抗扭强度相同时,重量较轻,所以也广泛用于制造机械零件和工程结构,通常交货长度为4-10m,常要求定尺(或倍尺)交货采用空气等离子切割机将钢管切成单根,切成单根钢管后,每批钢管都要进行严格的首检制度,检查焊缝的力学性能,化学成份,溶合状况,钢管表面以及经过无损探伤检验,确保制管工艺合格后,才能正式投入生产
最新产品
更多








热门信息
-
防腐管3petpep防腐钢管加工厂保温管道按图制作
-
防腐3pe管道公司外pe内环氧粉末防腐钢管规格库存足
-
3pe加强级防腐钢管图片浙江防腐钢管宏科华一支起订
-
钢管3pe3pe螺旋防腐钢管防腐钢管价格施工简便
-
大口径3pe无缝防腐钢管防腐直缝钢管公司宏科华资质
-
3pe直埋防腐钢管多少钱一米钢管tpep防腐生产厂家宏科华自产自销
-
3pe直缝防腐管道peep防腐钢管宏科华规格
-
无缝管道3pe防腐3层pe钢管防腐宏科华
-
广东3pe防腐钢管江苏防腐钢管厂家宏科华一支起订
-
无缝钢管3pe防腐加强级2pe防腐钢管防腐
-
大口径天然气3pe防腐钢管哪家好tpep钢管生产厂家实体厂家自产自销
-
3pe直缝防腐管道tpep螺旋防腐钢管价格耐腐蚀
-
3pe保温防腐钢管426防腐钢管可按需按图定制