外3pe防腐钢管厂家3pe防腐保温管





1/6
- ¥26.00 ≥ 1平米
- 2025-01-29 06:53:46
- 宏科华
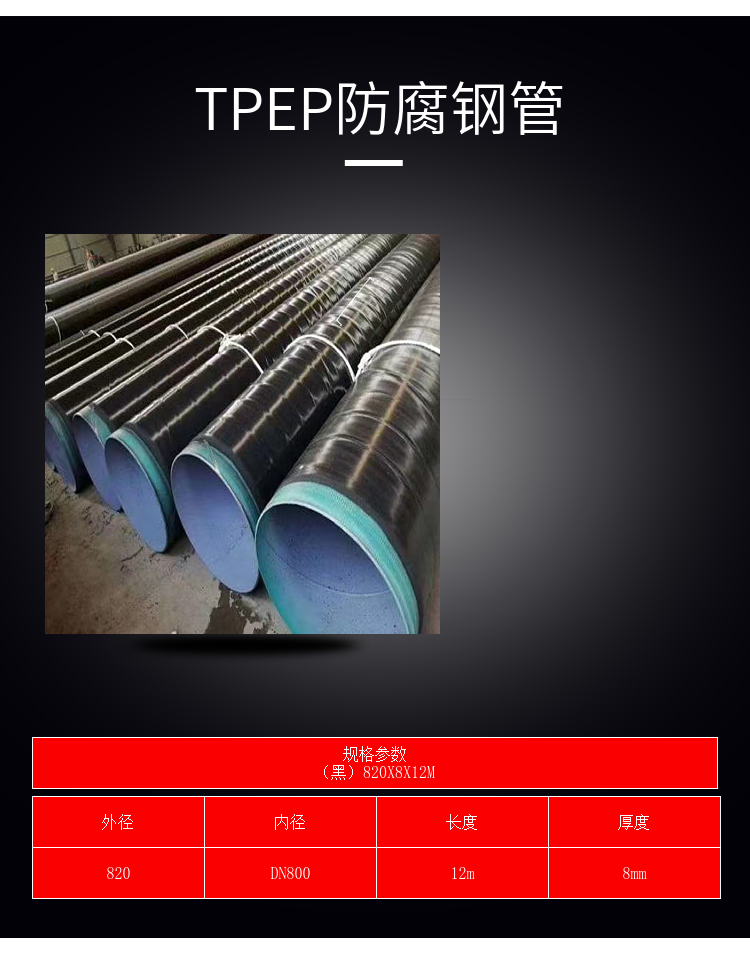
- 8 mm
- 三层pe防腐钢管,ipn8710防腐钢管,3pe防腐..
- 贾雁行 18932798899
- 宏科华管道装备制造有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

取消
信息介绍
详细参数








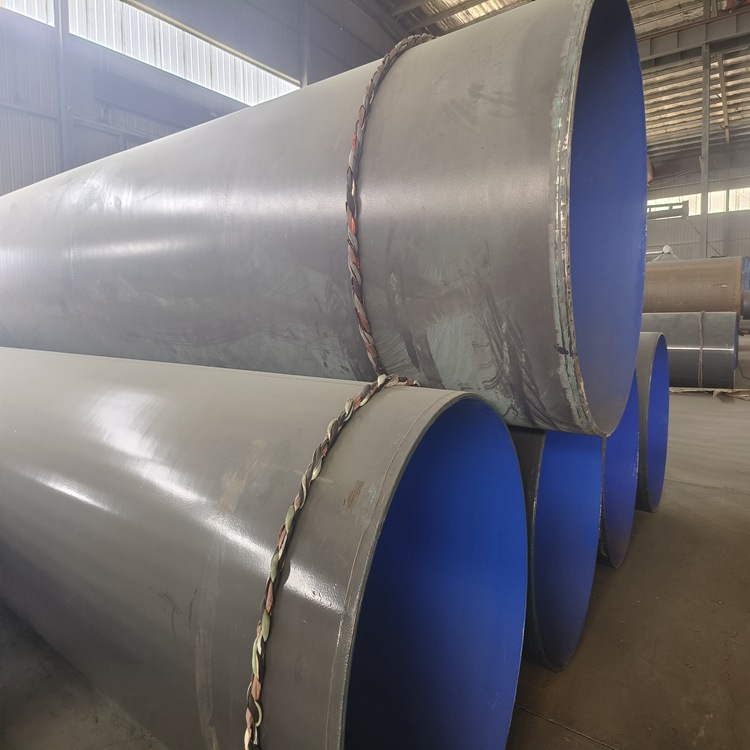

钢管的防腐层经冷却水冷却后,管端留头用电动钢丝刷进行管端留头处理,钢丝刷工作面应平整,无凸凹【段落-无缝钢管】,一般螺旋焊管机组均采用在线连续检验来焊缝的的焊接,这是螺旋焊管生产区别于直缝焊管生产的另一重要特征,连续检验有利于焊接缺陷的监控、焊接的、焊接等级的,承压参数主要有2ST/T ,S为屈服强度,T为壁厚,现在埋弧焊已经发展成为有双丝埋弧焊,还有多丝埋弧焊,效率更进一步,广范用于钢结构、打桩、流体输送、长输管道等地方, 管端预留长度为10-12公分,聚层端面应形成不大于30度的倒角,端部外保留的环氧粉末涂层,防止防腐管端部防腐层剥离或,端部部分人工修理,按2~3次分段进行,以达到规定要求.
- 三层pe防腐钢管,ipn8710防腐钢管,3pe防腐..
- 金属管材
- 贾雁行
- 宏科华
- 8 mm
- 高密度
- 黑色
- 85 Mpa
- 12 m
宏科华管道装备制造有限公司为你提供的“外3pe防腐钢管厂家3pe防腐保温管”详细介绍
推荐信息
-
 三pe防腐钢管3pe防腐石油钢管加强级3pe防腐螺旋钢管生产厂家
三pe防腐钢管3pe防腐石油钢管加强级3pe防腐螺旋钢管生产厂家 -
 聚乙烯防腐无缝钢管钢制燃气管道的防腐天然气管道加强级3pe防腐钢管厂家
聚乙烯防腐无缝钢管钢制燃气管道的防腐天然气管道加强级3pe防腐钢管厂家 -
 无缝3pe防腐钢管天然气防腐钢管3pe防腐钢管生产厂
无缝3pe防腐钢管天然气防腐钢管3pe防腐钢管生产厂 -
 加强级3pe防腐直缝管燃气管道支管3pe防腐钢管加强级3pe防腐钢管厂家
加强级3pe防腐直缝管燃气管道支管3pe防腐钢管加强级3pe防腐钢管厂家



