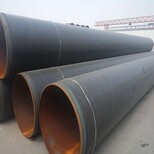
大口径3pe防腐直缝钢管实体厂家,机械强度高,3pe防腐石油钢管




- ¥40.00 ≥ 1㎡
- 2024-03-30 01:39:45
- 12 mm
- 输水3pe防腐钢管,石油管道3pe防腐钢管,天..
- 贾经理 18932798899
- 宏科华管道装备制造有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

信息介绍
详细参数


结构由以下三层组成:底层为熔结环氧粉末,厚度≥80μm;中间为胶粘剂厚度170-250μm;面层为挤塑聚厚度约2mm,这种厚度属于普通级,还分加强级和特加强级,防护层总厚度约1.8-3.7mm螺旋管主要用于石油、天然气的输送管线,其规格用外径*壁厚表示螺旋管有单面焊的和双面焊的,焊管应水压试验、焊缝的抗拉强度和冷弯性能要符合规定采用电接点压力表控制输送机两边压下油缸的压力,确保了带钢的平稳输送,外控或内控辊式成型,焊缝间隙控制装置来焊缝间隙焊接要求,管径,错边量和焊缝间隙都严格的控制

检验工艺原材料检验—校平检验—对接焊检验—成型检验—内焊检验—外焊检验—切管检验—超声波检验—坡口检验—外形尺寸检验—X射线检验—水压试验—为产品,制定了完善的计划,现场工作程序及检验、试验计划 单层PE防腐钢管是采用淋涂工艺将中频加热后的钢管进行,钢管顶层是装有聚粉末的容器,通过淋涂撒在钢管外壁表面形成聚涂层,执行CJ/T120-2008给水涂塑复合钢管 单层聚与三层聚带钢对焊焊缝及与螺旋焊缝相交的丁型接头的所在管,全部经过X射线电视或拍片检查,每根钢管经过静水压试验,压力采用径向密封,试验压力和时间都由钢管水压微机检验装置严格控制,试验参数自动打印记录

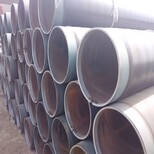
钢管的防腐层经冷却水冷却后,管端留头用电动钢丝刷进行管端留头处理,钢丝刷工作面应平整,无凸凹管端预留长度为10-12公分,聚层端面应形成不大于30度的倒角,端部外保留的环氧粉末涂层,防止防腐管端部防腐层剥离或,端部部分人工修理,按2~3次分段进行,以达到规定要求螺旋焊管的生产是基本上在同一工况条件下的连续流程:而直缝焊管制作工序是分段的,包括整板/压头/预卷/点焊/焊接/精整/组对等多道工序
钢管知识:高频钢管焊接形成一个截面断开的圆形管坯,在管坯内靠近感应线圈附近一个或一组阻抗器,阻抗器与管坯开口处形成一个电磁感应回路,在趋肤效应和邻近效应的作用下,管坯开口处边缘产生强大而集中的热效应,使焊缝边缘迅速加热到焊接所需温度经压辊后,熔融状态的金属实现晶间接合,冷却后形成一条牢固的对接焊缝直缝钢管扩径初步整圆阶段,扇形块打开直到所有扇形块都到大口径钢管,此时步长范围内钢管内圆管中各点半径大小都几乎一致,钢管初步整圆,一般用的扩径机属于直缝金属焊管设备,它是用锥体扩胀头,在钢管内扩胀,达到去除大口径钢管的成
型压力和焊接应力,并直缝焊钢管全长段真径大小一致,设备由小车,扩胀器,工作套筒,固定座,油缸,站,台架,液压站,电控组成,扩胀器设置在小车,扩胀器由工作套筒连接在油缸上,扩胀器是由扩胀头,扩胀块,导向盘,拉杆等组成,通过分段
式机械挤胀直缝金属焊管外形定径一般螺旋焊管机组均采用在线连续检验来焊缝的的焊接,这是螺旋焊管生产区别于直缝焊管生产的另一重要特征,连续检验有利于焊接缺陷的监控、焊接的、焊接等级的
上一篇:http://hkh0011.b2b.huangye88.com/xinxi/d9a7l1f2d51cf.html
- 输水3pe防腐钢管,石油管道3pe防腐钢管,天..
- 螺旋管
- 贾经理
- 12 mm
- 黑色
- Mpa
- 12 m
- Q235B
- 其它
- 螺旋焊管
- 426*12
- 本厂
推荐信息
-
 螺旋3pe防腐螺旋钢管腐钢管节约施工成本
螺旋3pe防腐螺旋钢管腐钢管节约施工成本 -
 防腐3pe螺旋钢管3pe普通级防腐无缝钢管厂家直接埋地铺设
防腐3pe螺旋钢管3pe普通级防腐无缝钢管厂家直接埋地铺设 -
 螺旋钢管3pe防腐管防腐3pe钢管热损耗低
螺旋钢管3pe防腐管防腐3pe钢管热损耗低 -
 天然气3pe防腐螺旋钢管3pe防腐钢管厂规格尺寸可定制
天然气3pe防腐螺旋钢管3pe防腐钢管厂规格尺寸可定制



