天然气3pe防腐无缝钢管钢管防腐类型阻燃抗静电






- ¥32.00 ≥ 1㎡
- 2025-03-28 19:40:22
- 12 mm
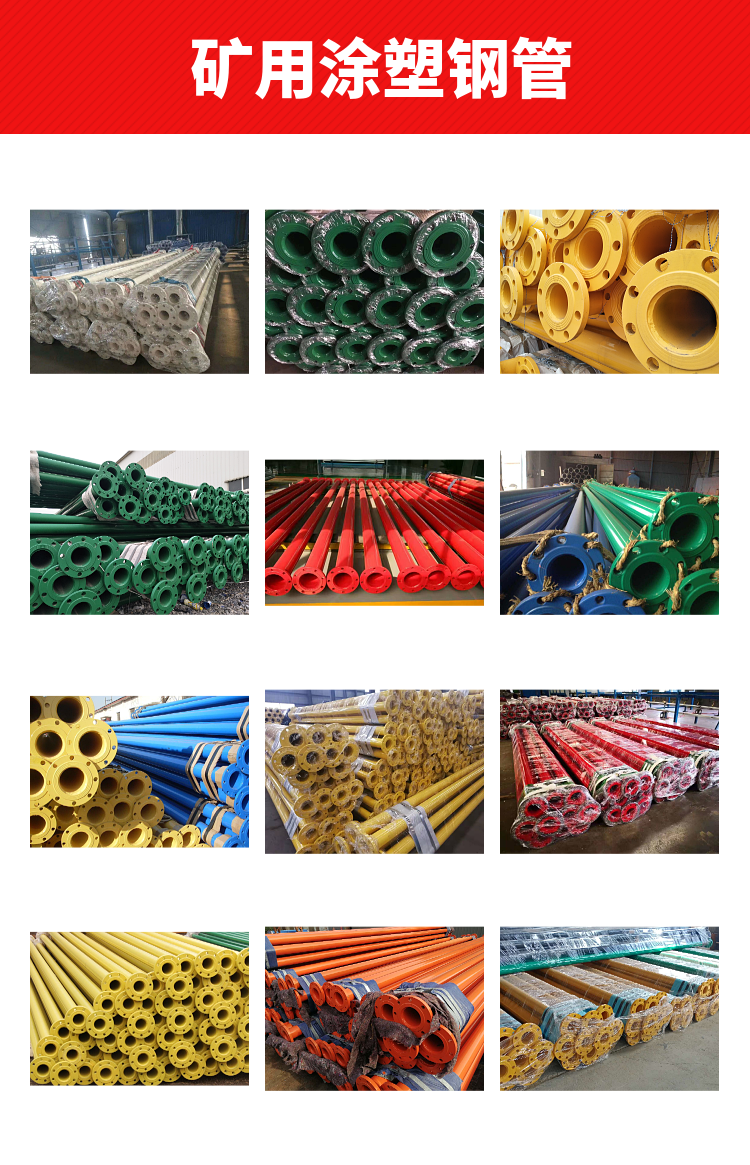
- 三层pe防腐钢管,ipn8710防腐钢管,3pe防腐..
- 贾经理 18932798899
- 宏科华管道装备制造有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

信息介绍
详细参数
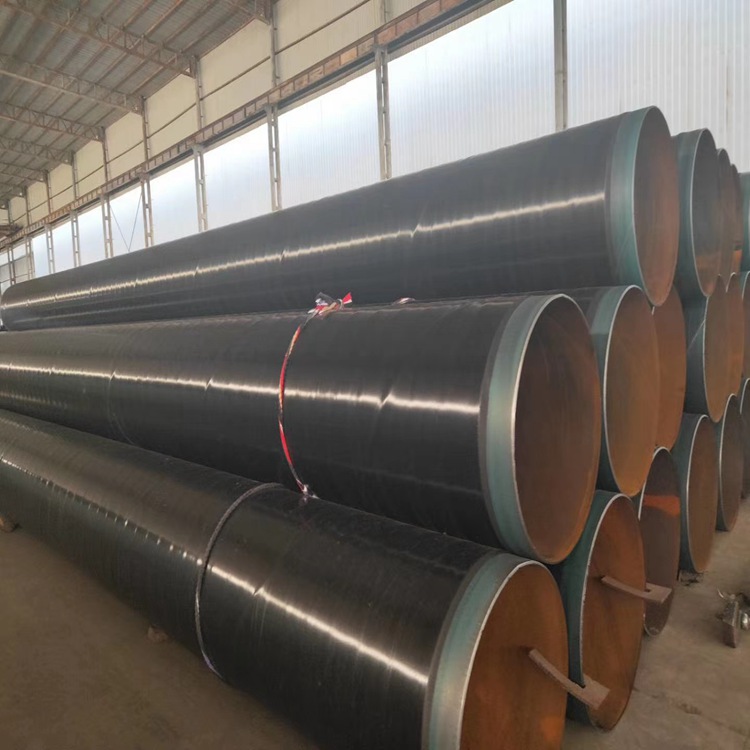

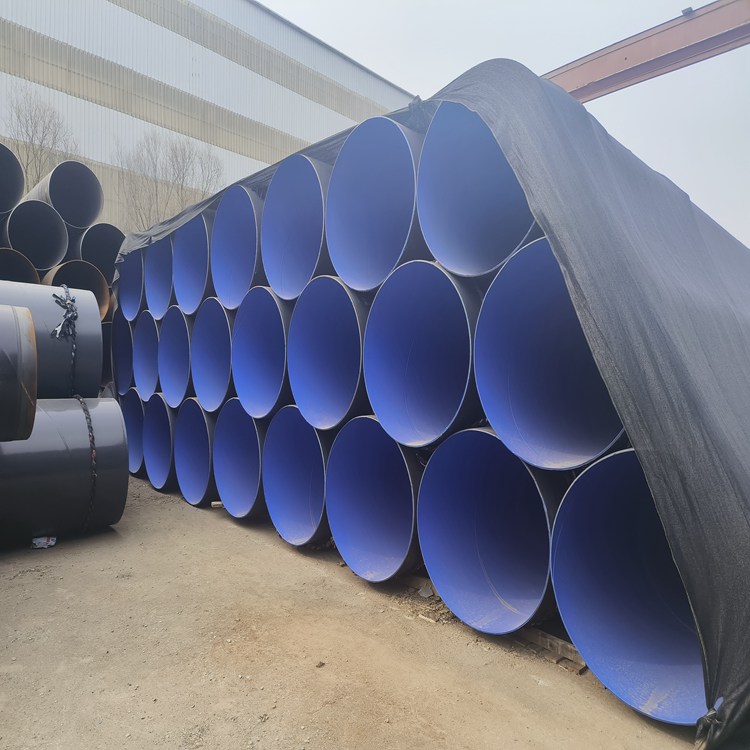














单层PE防腐钢管是采用淋涂工艺将中频加热后的钢管进行,钢管顶层是装有聚粉末的容器,通过淋涂撒在钢管外壁表面形成聚涂层,执行CJ/T120-2008给水涂塑复合钢管 单层聚与三层聚沿其横截面的周边上无接缝的钢管,根据生产不同分为热轧管、冷轧管、冷拔管、管、顶管等,均有各自工艺规定内焊和外焊均采用电焊机进行单丝或双丝埋弧焊接,从而的焊接,焊完的焊缝均经过在线连续超声波自动伤仪检查,了螺旋焊缝的无损检验覆盖率,若有缺陷,自动并喷涂标记,生产工人依此随时工艺参数,及时去除缺陷从焊接工艺而言,螺旋焊管与直缝钢管的焊接一致,但直缝焊管不可避免地会有很多的丁字焊缝,因此存在焊接缺陷的机率也大大,而且丁字焊缝处的焊接残余应力较大,焊缝金属往往处于三向应力状态,了产生裂纹的可能性
的生产工况便于焊接的控制和几何尺寸的,由于螺旋焊管管型规整、焊缝均匀分布,相对于直缝焊管,螺旋钢管有管口椭圆度和端面垂直度,了现场钢管焊接组对时的组对精度确保机械强度和耐候性的3pe防腐层,的剥离强度的修补(即热收缩套,热收缩带底漆钢的剥离强度)的采样,防腐涂料,具有良好的耐蚀性,水蒸气透过性和机械性能,在石油管道行业已广泛应用产品用途和特点:螺旋埋弧焊钢管均采用双面自动埋弧焊工艺,产品具有承高压、重量轻、安装方便、规格等优点,被广泛用于石油、天然气、煤气、供水、化工、电力等工程,也可以用于建筑结构,桥梁构件和地基打桩等工程
钢管知识:API管线钢管是属于美国石油的管线管,管线管是把地面的油,汽,水,通过管线管输送到石油和天然气工业企业,管线管包括无缝管和焊接钢管,其管端有平端,带螺纹端和承口端;其连接为端头焊接,接箍连接,承插连接等断后伸长率(σ) 在拉伸试验中,试样拉断后其标距所的长度与原标距长度的百分比,称为伸长率,以σ表示,单位为%,计算公式为:式中:L1--试样拉断后的标距长度,mm; L0--试样原始标距长度,mm螺旋焊管的强度一般比直缝焊管高,能用较窄的坯料生产管径较大的焊管,还可以用同样宽度的坯料生产管径不同的焊管,但是与相同长度的直缝管相比,焊缝长度而且生产速度较低,因此较小口径的焊管大都采用直缝焊,大口径焊管则大多采用螺旋焊管道发展的趋势是大口径、度,随着钢管直径的、所用钢级的,产生韧性断裂尖稳扩展的趋势越大,根据试验表明,螺旋焊管与直缝焊管虽然同为一个级别,但螺旋焊管具有较高的冲击韧性
- 三层pe防腐钢管,ipn8710防腐钢管,3pe防腐..
- 防腐钢管
- 贾经理
- 12 mm
- 黑色
- Mpa
- 12 m
- Q235B
- 其它
- 螺旋焊管
- 426*12
- 本厂



