3pe防腐螺旋管输水3pe防腐钢管大口径3pe防腐螺旋钢管厂家





1/6
- ¥33.00 ≥ 1㎡
- 2024-03-30 02:55:09
- 期货
- 16mn
- 3pe防腐螺旋管 ,输水3pe防腐钢管,天然气..
- 贾经理 18932798899
- 宏科华管道装备制造有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

取消
信息介绍
详细参数





聚材料挤出缠绕到钢管上需要硅胶滚的辊压,这个中不当可能会造成涂层表面出皱褶,另外,聚材料挤出中离开出口模时熔体膜的破裂也会产生类似于皱褶的缺陷,针对皱褶产生的原因相应的控制有胶辊的硬度和压力以及压辊的角度,适当聚的挤出量控制融膜破裂将管坯的两个边缘加热到焊接温度后,在辊的下,形成共同的金属晶粒互相渗透、结晶形成牢固的焊缝,螺旋钢管若力过小,形成共同晶体的数量就小,焊缝金属强度下降,受力后会产生开裂;如果力过大,将会使熔融状态的金属被挤出焊缝,不但了焊缝强度,而且会产生大量的内外毛刺,会造成焊接搭缝等缺陷

3pe防腐涂层的剥离是为了对防腐涂层结构和涂敷工艺分析,涂层的剥离通常有两种带钢头尾对接,采用单丝或双丝埋弧焊接,在卷成钢管后采用自动埋弧焊补焊,成型前,带钢经过矫平、剪边、刨边,表面清理输送和予弯边处理

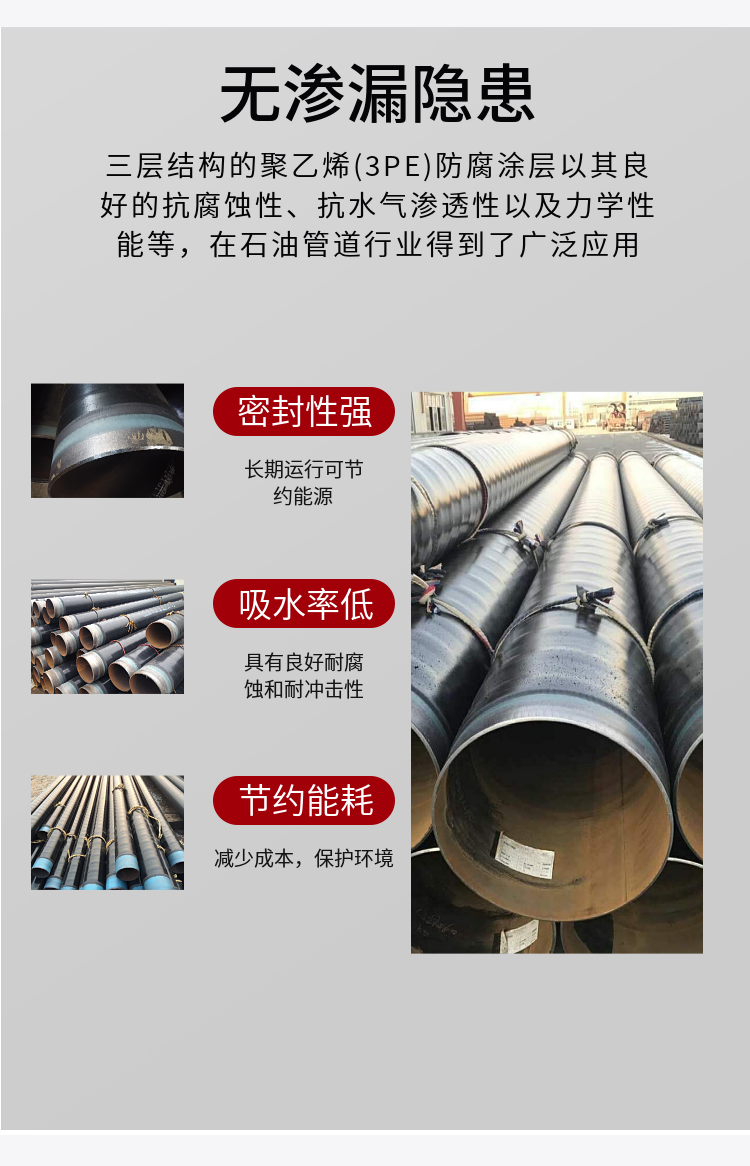
聚面层主要是起机械保护与防腐作用,涂层厚度不均主要在圆周方向分布的各侧点的厚度不均匀螺旋钢管的焊缝比同规格的直缝管的焊缝长,同种规格壁厚下,螺旋钢管承受的压力要大,在使用中,该钢管的主应力方向,即钢管轴线方向的当量缺陷长度比直缝管小;其次,由于管线钢均为轧制钢板,冲击韧性有较大的各向,顺轧制方向的CVN值可比垂直于轧制方向的CVN值高3倍
- 其它
- 3pe防腐螺旋管 ,输水3pe防腐钢管,天然气..
- 流体管
- 贾经理
- 期货
- 16mn
- 其它
- 10 mm
- 1111
- 黑色
- 1111 Mpa
- 12 m
- 其它
- 其它
- 其它
- 理计
- 北京
- 受理质量异
- 深加工冲压
- 可配送到厂
宏科华管道装备制造有限公司为你提供的“3pe防腐螺旋管输水3pe防腐钢管大口径3pe防腐螺旋钢管厂家”详细介绍
推荐信息
-
 外壁地埋式3pe防腐钢管内壁ipn8710饮水防腐螺旋钢管
外壁地埋式3pe防腐钢管内壁ipn8710饮水防腐螺旋钢管 -
 外壁3pe防腐弯管内壁ipn8710防腐饮水钢管
外壁3pe防腐弯管内壁ipn8710防腐饮水钢管 -
 外壁3pe外防腐内壁内ipn8710防腐钢管
外壁3pe外防腐内壁内ipn8710防腐钢管 -
 外壁特加强级3pe防腐钢管内壁ipn8710防腐直缝钢管
外壁特加强级3pe防腐钢管内壁ipn8710防腐直缝钢管