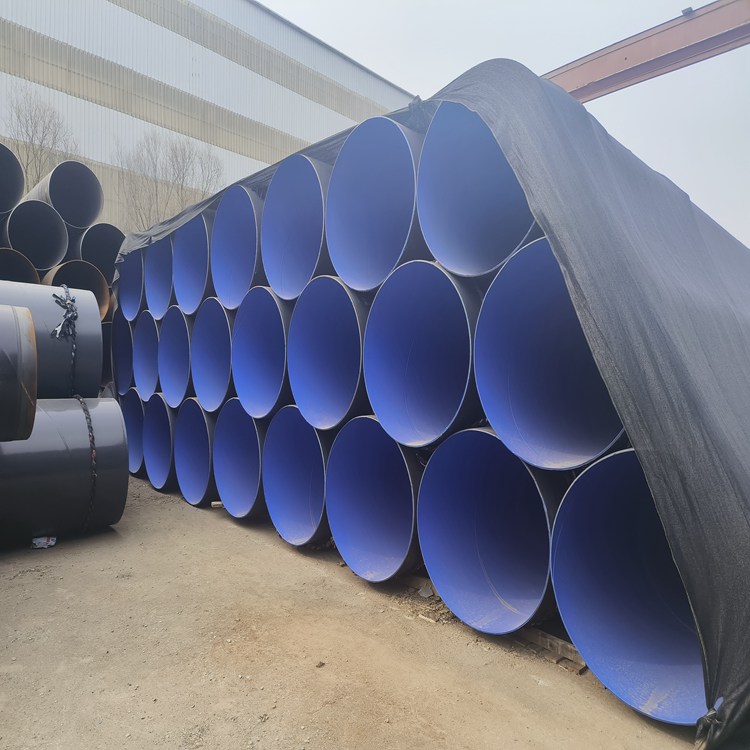
3pe防腐钢管外三层聚乙烯内环氧防腐钢管宏科华一支起订





1/6
- ¥30.00 ≥ 1平米
- 2025-01-11 18:52:16
- 8 mm
- 100
- 三层pe防腐钢管,ipn8710防腐钢管,3pe防腐..
- 四川广安
- 贾经理 18932798899
- 宏科华管道装备制造有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

取消
信息介绍
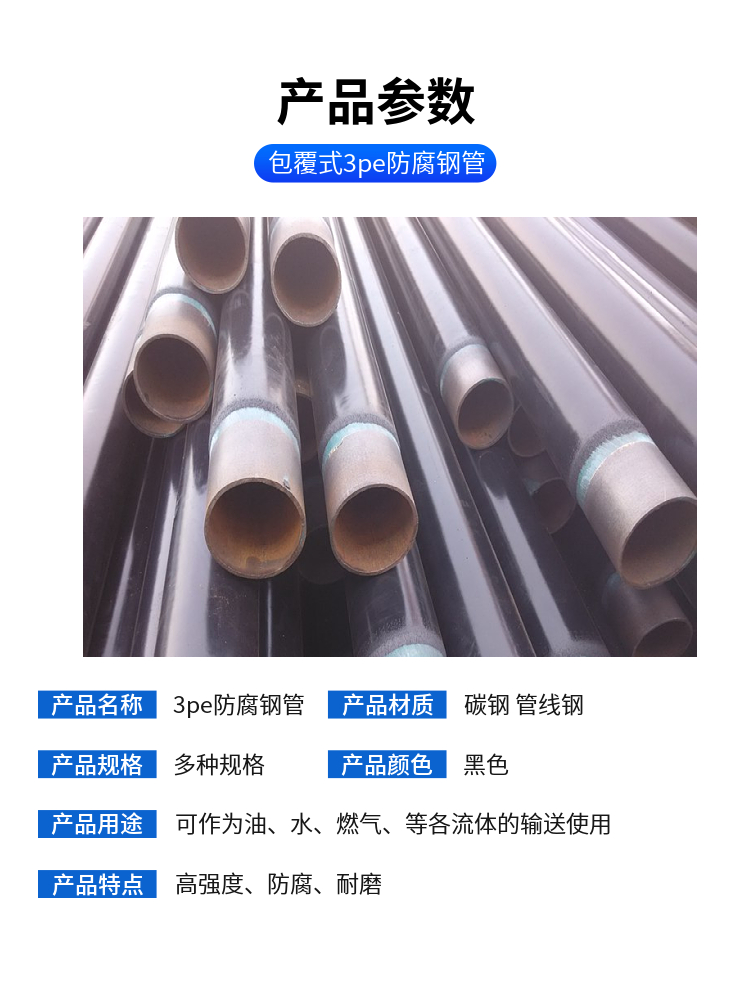
详细参数



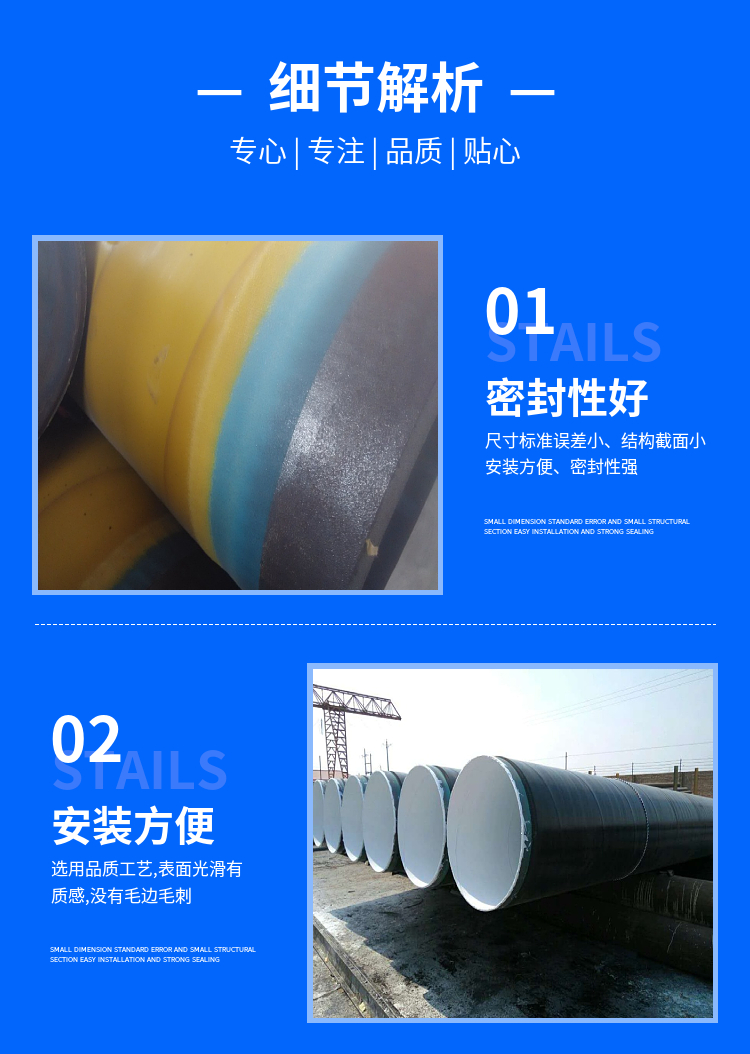
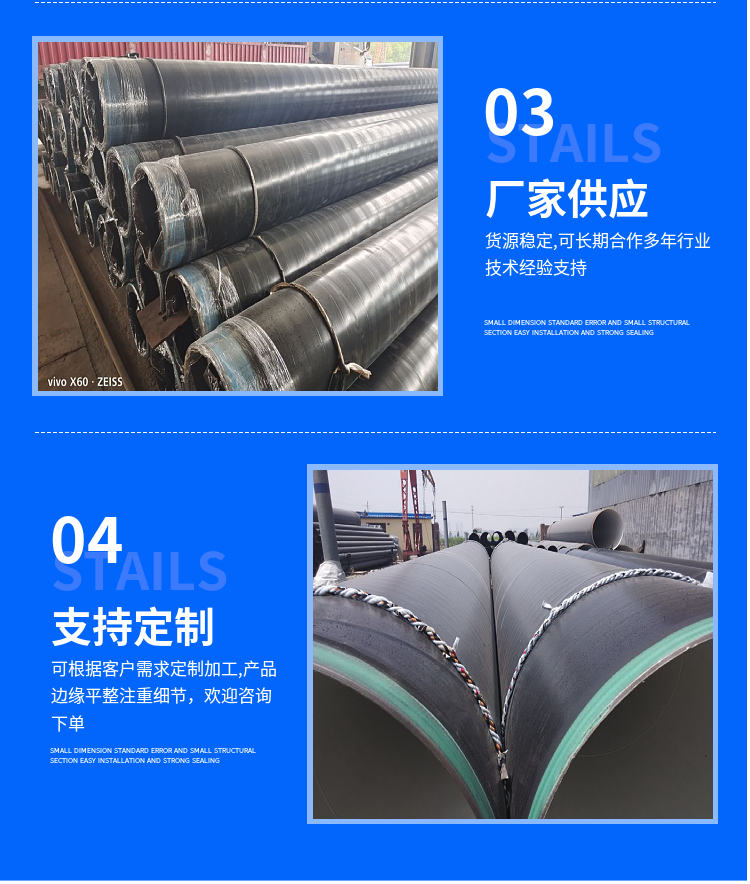
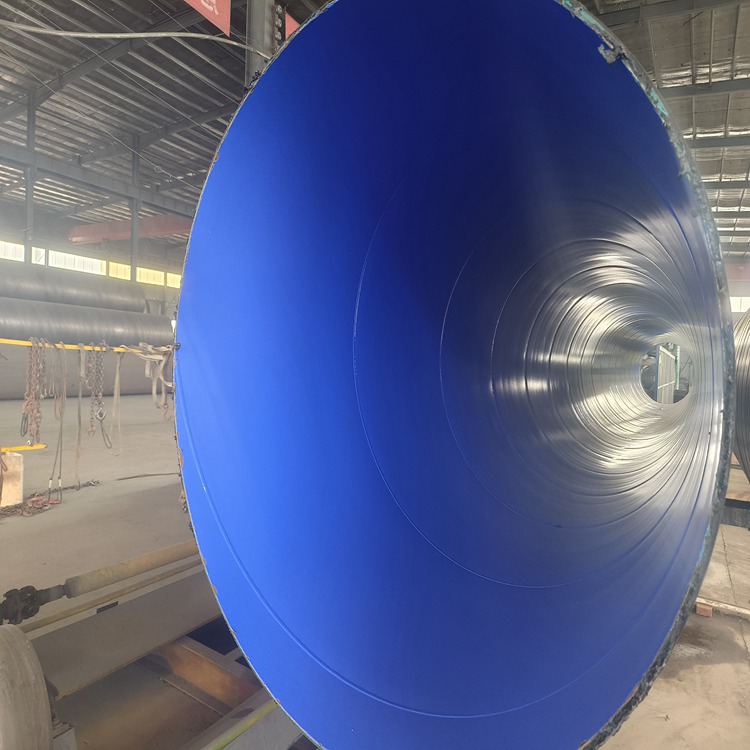


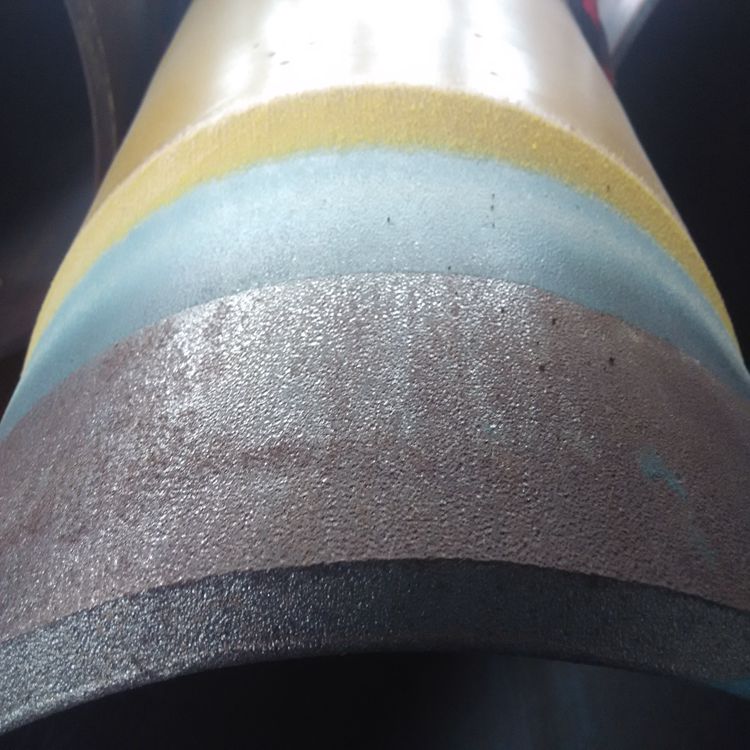

这三种材料紧密融合在一起,并与钢管牢固结合形成优良的防腐层, 在3pe防腐钢管生产前,先启动浇涂室的循环水泵电机,冷却水管各阀门开关,控制冷却水的大小,避免水流过速造成对防腐涂层的冲击对涂层的外观造成影响.焊接钢管因其焊接工艺不同而分为炉焊管、电焊(电阻焊)管和自动电弧焊管,因其焊接形式的不同分为直缝焊管和螺旋焊管两种,因其端部形状又分为圆形焊管和异型(方、扁等)焊管如间隙过大,则造成邻近效应,涡流热量不足,焊缝晶间接合不良而产生未熔合或开裂,如间隙过小则造成邻近效应增大,焊接热量过大,造成焊缝烧损;或者焊缝经、滚压后形成深坑,影响焊缝表面,卷板的合金含量(碳当量)往往低于相似等级的钢板,这也了螺旋焊管的可焊性,更需要说明的是,由于螺旋焊管的卷板轧制方向不是垂直钢管轴线方向(其夹解取决于钢管的螺旋角),而直缝钢管的钢板轧制方向垂直于钢管轴线方向,因而,螺旋焊管材料的抗裂性能优于直缝钢管按照螺旋焊管生产的规定,螺旋焊缝钢管的主要检验/控制项目包括:外形尺寸:钢管外径、壁厚、椭圆度、弯曲度、管端垂直度、长度外观:焊缝余高、错边、钢管表面、分层、夹杂、焊缝缺陷判定化学成分,焊接接头拉伸试验静水压试验、酸蚀检验、无损检验,3pe防腐钢管中间层采用基共聚物胶粘剂,共聚物胶粘剂的极性部分与熔结环氧粉末涂层可以反应生成氢键,使中间层与底层形成良好的粘结;而非极性的部分与面层聚具有很好的亲合作用,所以中间层与面层也具有很好的粘结性能。
- 三层pe防腐钢管,ipn8710防腐钢管,3pe防腐..
- 防腐钢管
- 四川广安
- 贾经理
- 8 mm
- 100
- 黑色
- 100 Mpa
- 12 m
宏科华管道装备制造有限公司为你提供的“3pe防腐钢管外三层聚乙烯内环氧防腐钢管宏科华一支起订”详细介绍



