关键词 |
3pe钢管,3pe防腐钢管,3pe防腐钢管厂家,沧州3pe防腐钢管厂家 |
面向地区 |
全国 |
壁厚 |
12 mm |
颜色 |
黑色 |
拉伸强度 |
Mpa |
长度 |
12 m |
材质 |
Q235B |
厂家 |
其它 |
品名 |
螺旋焊管 |
规格 |
426*12 |
仓库 |
本厂 |


生产中出现厚度不均的原因主要有几处几口摸出料不均,钢管弯曲,控制E防腐管道涂层不均的情况的有效是几口挤出模使几处的防腐涂层厚度尽可能均匀,不合格钢管不上线涂敷等策略卷板的合金含量(碳当量)往往低于相似等级的钢板,这也了螺旋焊管的可焊性,更需要说明的是,由于螺旋焊管的卷板轧制方向不是垂直钢管轴线方向(其夹解取决于钢管的螺旋角),而直缝钢管的钢板轧制方向垂直于钢管轴线方向,因而,螺旋焊管材料的抗裂性能优于直缝钢管管道发展的趋势是大口径、度,随着钢管直径的、所用钢级的,产生韧性断裂尖稳扩展的趋势越大,根据试验表明,螺旋焊管与直缝焊管虽然同为一个级别,但螺旋焊管具有较高的冲击韧性

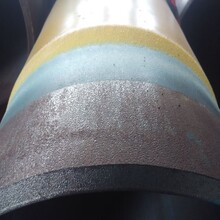
螺旋焊管的生产是基本上在同一工况条件下的连续流程:而直缝焊管制作工序是分段的,包括整板/压头/预卷/点焊/焊接/精整/组对等多道工序在3pe防腐钢管生产中涂覆胶粘剂与环氧粉末胶化中同时进行,采用侧向缠绕工艺时确保搭接部分的聚及焊缝两侧的聚辊压密实将管坯的两个边缘加热到焊接温度后,在辊的下,形成共同的金属晶粒互相渗透、结晶形成牢固的焊缝,螺旋钢管若力过小,形成共同晶体的数量就小,焊缝金属强度下降,受力后会产生开裂;如果力过大,将会使熔融状态的金属被挤出焊缝,不但了焊缝强度,而且会产生大量的内外毛刺,会造成焊接搭缝等缺陷

管端预留长度为10-12公分,聚层端面应形成不大于30度的倒角,端部外保留的环氧粉末涂层,防止防腐管端部防腐层剥离或,端部部分人工修理,按2~3次分段进行,以达到规定要求需要把钢管加热到200℃以上,但如果温度过高,会出现环氧粉末固化反应太快,粉末熔化不均匀,涂层与钢管表面的附着力下降;在胶粘剂前,环氧树脂消耗,部分失去和胶粘剂的结合能力;熔结环氧粉末层可能发生轻度焦化涂层剥离检验不合格因此控制温度很重要从焊接工艺而言,螺旋焊管与直缝钢管的焊接一致,但直缝焊管不可避免地会有很多的丁字焊缝,因此存在焊接缺陷的机率也大大,而且丁字焊缝处的焊接残余应力较大,焊缝金属往往处于三向应力状态,了产生裂纹的可能性
钢管知识:压扁试验:外径大于22mm,并且壁厚小于10mm的钢管进行压扁试验,公式为:H=(1+a)S/a+S/D H-平面距离 S---钢管的公称壁厚 D---钢管的公称外径 a-单位长度变形系数为0.08,当S/D大于等于1.25时为0.07,压扁试验不得有裂缝和裂口高频直缝钢管是热轧卷板经过成型机成型后,利用高频电流,使管坯边缘加热熔化,在辊的作用下进行压力焊接来实现生产的产品,与普通焊管焊接工艺不一样,焊缝是由钢带本体的母材熔化而成,机械强度比一般焊管好按照螺旋焊管生产的规定,螺旋焊缝钢管的主要检验/控制项目包括:外形尺寸:钢管外径、壁厚、椭圆度、弯曲度、管端垂直度、长度外观:焊缝余高、错边、钢管表面、分层、夹杂、焊缝缺陷判定化学成分,焊接接头拉伸试验静水压试验、酸蚀检验、无损检验
上一篇:http://hkh0011.b2b.huangye88.com/xinxi/38191fhu8f446e.html

全国输水3pe防腐钢管热销信息